Ätztechnik:
ein kosteneffizientes, ultrapräzises und schnelles Verfahren
ein kosteneffizientes, ultrapräzises und schnelles Verfahren
Wie funktioniert chemisches Ätzen?
Bei diesem Verfahren werden durch eine Ätzchemikalie die nicht geschützten Teile eines Metalls aufgelöst, so dass ein vorher definiertes Formteil entsteht. Es handelt sich dabei um einen mehrstufigen Prozess:
Fotowerkzeug
Die Herstellung des Fotowerkzeuges stellt den vorausgehenden Schritt dar. Es handelt sich dabei um einen transparenten Film, auf dem sich das Negativbild des herzustellenden Formteils befindet. Ein solches Fotowerkzeug ist beliebig wiederverwendbar.

Reinigen, aufrauhen und laminieren
Nach der Reinigung und Aufrauhung des Metalls (der untere Teil des Bildes) wird das Blech mit einer UV-lichtempfindlichen Folie beschichtet (der obere Teil des Bildes).

Belichten
Das Bild des herzustellenden Formteils wird mit Hilfe eines Fotowerkzeugs durch einen Belichtungsvorgang auf das Metall übertragen.
Entwickeln
Beim Entwickeln wird die schützende Folie an den nicht belichteten Stellen aufgelöst. Dadurch wird dort das Metall freigelegt. An den belichteten Stellen schützt die Folie weiterhin das Blech.
Ätzen
Durch eine Ätzchemikalie werden die nicht geschützten Teile des Metalls aufgelöst, so dass das gewünschte Formteil entsteht.
Strippen
Anschließend wird die schützende Folie vom Formteil entfernt.
Durch den Ätzprozess wird keine mechanische Belastung wie z.B. Stanzdruck oder Hitze auf das Metall ausgeübt. Die Materialeigenschaften bleiben unverändert. Es entstehen grat-und spannungsfreie Komponenten ohne jegliche Beeinträchtigung des Gefüges und der Randzonen. Dieser Produktionsprozess ist besonders bei komplexen Geometrien und feinen Kontouren sowie bei geringer Materialstärke geeignet.
MECACHIMIQUE ätzt die meisten Metalle und Metalllegierungen. Wir bearbeiten Metalldicken von 0,01 bis 2 Millimeter. Die erreichbare Präzision hängt von der Natur und der Dicke des Metalls ab.
Die Vielfalt der Ätztechnik ist nahezu unbegrenzt. Sie ermöglicht es ebenfalls, die Metalloberfläche nur anzuätzen anstatt durchzuätzen. Diese Vielfalt, sowie die Kosteneffizienz und die technischen Leistungen des Prozesses machen die Ätztechnik zu einer interessanten Lösung für viele Anwendungen in unterschiedlichsten Branchen.




Warum die Ätztechnik wählen?
Weil...
- sie selbst bei komplexen und feinen BauteilePräzision bietet.
- es ein preisgünstiges Verfahren ist.
- diese Technik Grat- und Spannungsfreiheit garantiert.
- sie die magnetischen, mechanischen und elektrischen Eigenschaften des Metalls nicht verändert.
- die Fotowerkzeuge preiswert sind im Vergleich zu traditionellen Werkzeugen.
- dieses Verfahren viel Flexibilität bietet, wenn Veränderungen der Bauteile notwendig sind;
- die Lieferfristen kurz sind.
- man fast alle Metalle ätzen kann; die meisten haben wir bei uns auf Lager.
Was sind die Vorteile der Ätztechnik im Vergleich zu anderen Verfahren?
Für das Schneiden von Metallen gibt es neben dem chemischen Ätzen noch weitere Verfahren: Stanzen, Laserschneiden, Funkerodieren, Wasserstrahlschneiden, Galvanoformen. Letztere Technik gehört ebenfalls zum Know-how von MECACHIMIQUE. Einige Verfahren sind besonders für sehr dünne Bleche geeignet, andere eher für dicke. Einige Techniken kommen eher bei Kleinserien in Betracht. Es gibt ebenfalls erhebliche Unterschiede bei der Präzision und der Kantendefinition.
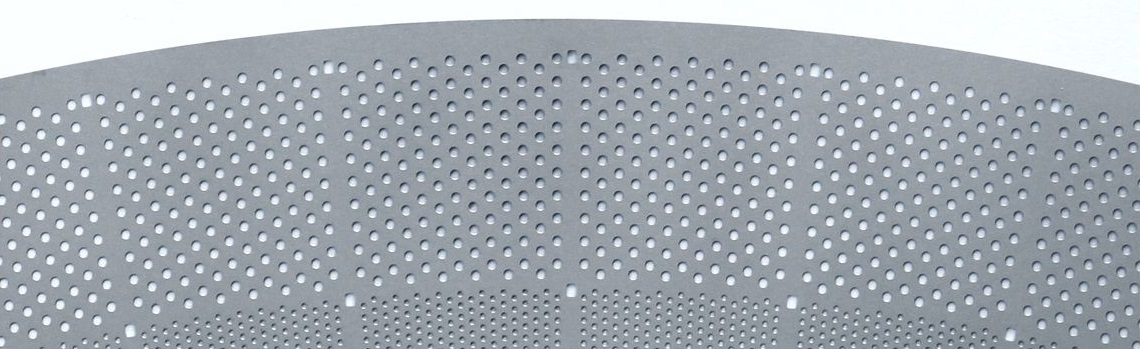
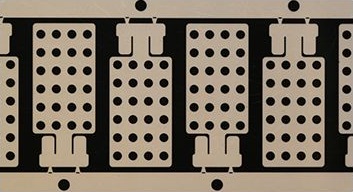
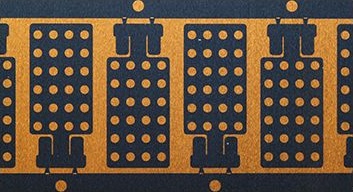
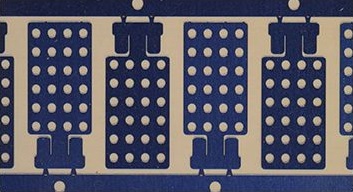
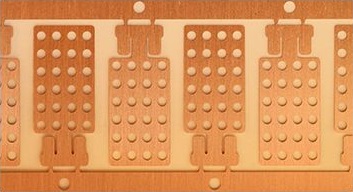
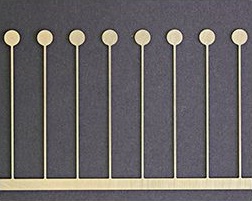
Das chemische Ätzen zeichnet sich durch eine perfekte Kantendefinition aus: keine Risse, keine Grate, keine Verbrennungen. Die folgenden Bilder verdeutlichen die hervorragende Schneidequalität der Ätztechnik im Vergleich zur Lasertechnik.
| Chemisches Ätzen | Laserschneiden |
 |
 |
 |
 |
| Chemisches Ätzen | Laserschneiden |
 |
 |
 |
 |
Die folgende Vergleichstabelle soll Ihnen die Wahl des für Ihre Bedürfnisse besten Verfahrens erleichtern. Sie fasst die Vor- und Nachteile der sechs oben genannten Techniken nach folgenden Kriterien zusammen: Produktionsvolumen, Metalldicke, Kantendefinition und Präzision. Neben der hervorragenden Kantendefinition bietet das chemische Ätzen eine sehr gute Präzision bei dünnen Metallen und eine hohe Flexibilität sowohl bei Prototypenfertigung als auch bei der Serienproduktion.
| Produktions volumen |
Chemisches Ätzen | Laserschneiden | Stanzen | Funkerodieren | Wasserstrahl-schneiden | Galvanoformen |
|---|---|---|---|---|---|---|
| Prototypen oder Vorserien | SEHR GEEIGNET |
SEHR GEEIGNET |
NICHT GEEIGNET |
ABHÄNGIG VON DER ANZAHL DER ÖFFNUNGEN |
SEHR GEEIGNET |
SEHR GEEIGNET |
| Serien- produktion |
SEHR GEEIGNET |
GEEIGNET |
NICHT GEEIGNET |
ABHÄNGIG VON DER ANZAHL DER ÖFFNUNGEN |
GEEIGNET |
SEHR GEEIGNET |
| Massen- produktion |
GEEIGNET |
NICHT GEEIGNET |
SEHR GEEIGNET |
NICHT GEEIGNET |
NICHT GEEIGNET |
GEEIGNET |
| Werkstoff | Chemisches Ätzen | Laserschneiden | Stanzen | Funkerodieren | Wasserstrahl-schneiden | Galvanoformen |
|---|---|---|---|---|---|---|
| Eignung bei sehr dünnen Folien | JA |
NEIN |
JA |
NEIN |
NEIN |
JA |
| Eignung bei dicken Folien | MEDIUM |
JA |
JA |
JA |
JA |
NEIN |
| Materialhärte | KEINE BESCHRÄNKUNG |
KEINE BESCHRÄNKUNG |
BESCHRÄNKUNGEN |
BESCHRÄNKUNGEN |
BESCHRÄNKUNGEN |
NUR NICKEL UND KUPFER |
| Kanten- definition |
Chemisches Ätzen | Laserschneiden | Stanzen | Funkerodieren | Wasserstrahl-schneiden | Galvanoformen |
|---|---|---|---|---|---|---|
| Gratbildung | NEIN |
JA |
JA |
JA |
JA |
NEIN |
| Rissbildung | NEIN |
NEIN |
JA |
TEILWEISE |
TEILWEISE |
NEIN |
| Thermische Beeinträchtigung | NEIN |
JA |
NEIN |
JA |
NEIN |
NEIN |
| Präzision und Flexibilität | Chemisches Ätzen | Laserschneiden | Stanzen | Funkerodieren | Wasserstrahl-schneiden | Galvanoformen |
|---|---|---|---|---|---|---|
| Toleranz (in % der Materialstärke) | +/- 10% |
+/- 5% |
+/- 10% |
+/- 10% |
+/- 25% |
+/- 5% |
| Geringe Stegbreite | SEHR GEEIGNET |
NICHT GEEIGNET |
NICHT GEEIGNET |
NICHT GEEIGNET |
GEEIGNET |
SEHR GEEIGNET |
| Entwurfs- änderungen |
EINFACH, SCHNELL, BILLIG |
EINFACH, SCHNELL, BILLIG |
ZEITAUFWENDIG, TEUER |
EINFACH, SCHNELL, BILLIG |
EINFACH, SCHNELL, BILLIG |
EINFACH, SCHNELL, BILLIG |